




























Co mám dělat, když pájecí maska blistrů tiskové desky po pájení SMA?
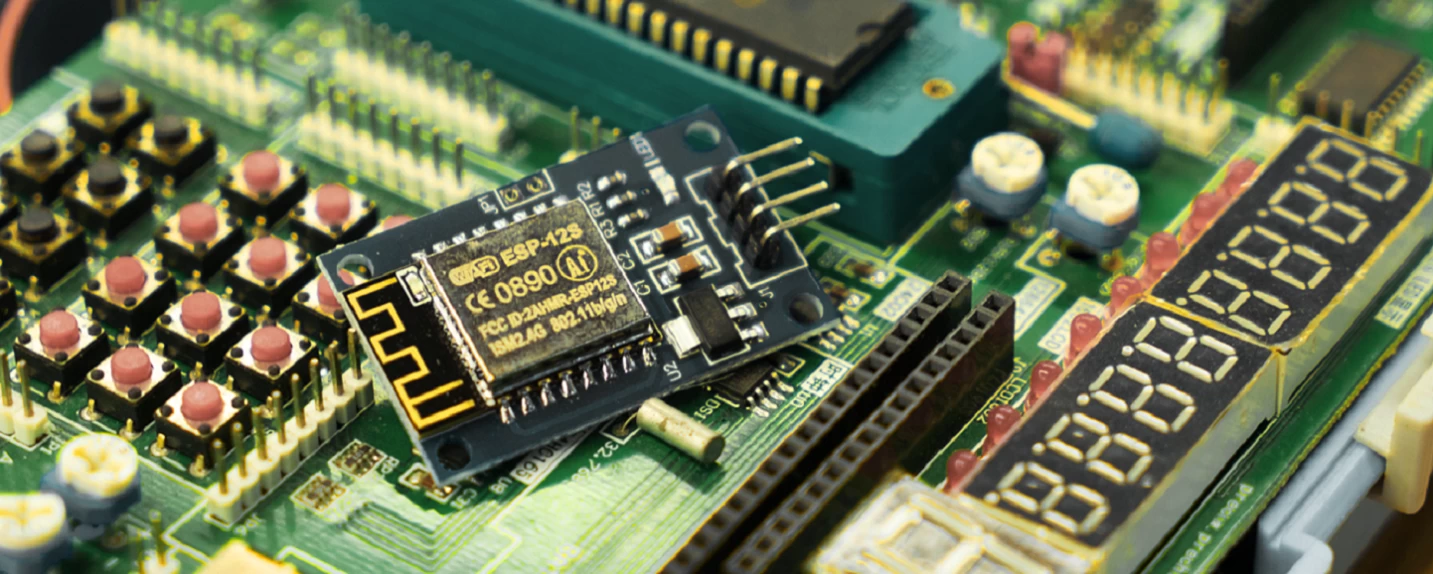
Po svařování SMA se kolem jednotlivých pájených spojů objeví světle zelené bubliny. V závažných případech budou bubliny velikosti nehtů, které nejen ovlivní kvalitu vzhledu, ale také ovlivní výkon v závažných případech. Tato vada je také procesem přetavovacího svařování. Problém se často vyskytuje uprostřed, ale doba pájení vlnou je delší.
Průmyslový řadič SMT montážní továrna PCBA
Způsobit:
Základním důvodem puchýře pájecí masky je přítomnost plynu nebo vodní páry mezi pájecí maskou a substrátem PCB. Tato stopová množství plynu nebo vodní páry budou v něm stržena během různých procesů. Když narazíte na vysokou teplotu pájení, plyn expanduje. To vede k delaminaci mezi pájecí maskou a substrátem PCB. Během pájení je teplota podložky relativně vysoká, takže kolem destičky se nejprve objeví bubliny.
Jeden z následujících důvodů může způsobit unášení vlhkosti na PCB:
① Desku plošných spojů je často nutné před dalším postupem vyčistit a vysušit. Například pájecí maska by měla být po leptání vysušena. Pokud teplota sušení není v tuto chvíli dostatečná, bude to odvádět vlhkost do dalšího procesu. Bubliny se objevují při vysoké teplotě.
② Prostředí pro skladování před zpracováním desek plošných spojů není dobré, vlhkost je příliš vysoká a během svařování není včas vysušena.
③ V procesu pájení vlnou se nyní často používá tavidlo obsahující vodu. Pokud teplota předehřevu PCB není dostatečná, vodní pára v toku vstoupí dovnitř substrátu PCB podél stěny otvoru průchozího otvoru a vodní pára nejprve vstoupí do okolní podložky. Po svařování vysoké teploty se vytvoří vzduchové bubliny.

Řešení:
① Přísně kontrolujte všechny produkční odkazy. Zakoupená deska plošných spojů by měla být po kontrole umístěna do skladu. PCB by obvykle nemělo být puchýřováno do 10 s při teplotě 260 ° C.
② PCB by měly být skladovány ve větraném a suchém prostředí a doba skladování by neměla přesáhnout 6 měsíců;
③ Deska plošných spojů by měla být před pájením předpečena v sušárně (120 ± 5) ℃ po dobu 4 hodin;
④ Teplota předehřevu ve vlnovém pájení by měla být přísně kontrolována a před vstupem do vlnového pájení by měla dosáhnout 100 ~ 140 ℃. Pokud se používá tavidlo obsahující vodu, měla by teplota předehřívání dosáhnout 110 ° C až 145 ° C, aby se zajistilo úplné odpaření vodní páry.